詳細介紹:
一、卧式數(shù)控銑床的主要用途和(hé)使用範圍:
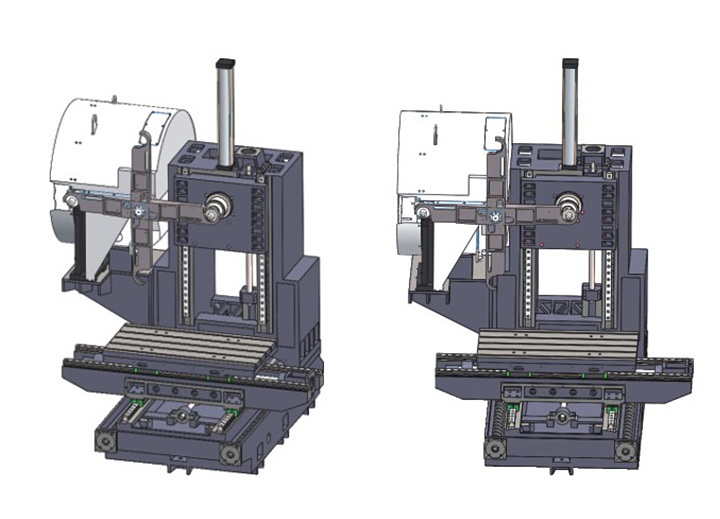
卧式數(shù)控銑床主要通(tōng)過數(shù)控系統、伺服驅動裝置控制(zhì)機床基礎運動,其結構的主要特征是主軸水(shuǐ)平設置,随機配有(yǒu)圓盤式刀庫,工件在加工中心上(shàng)經一次裝夾後,數(shù)控系統能控制(zhì)機床,按不同加工工序,自動選擇及更換刀具,自動改變機床主軸轉速、進給速度和(hé)都聚相對工件的運動軌迹及其它輔助功能,完成多(duō)工序的自動加工,特别适合箱體(tǐ)類和(hé)複雜結構件的加工,可(kě)廣泛用于機床、汽車(chē)、航空(kōng)航天、船(chuán)舶等行(xíng)業多(duō)瓶中零件加工。機床外形圖如圖1所示。
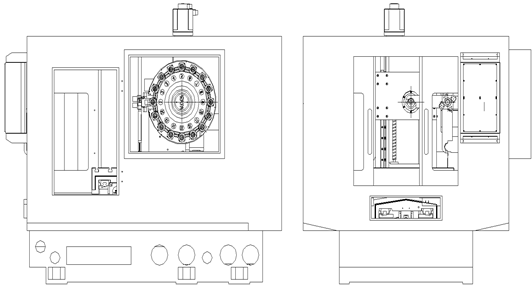
圖1 機床外形圖
二、卧式數(shù)控銑床的布局:
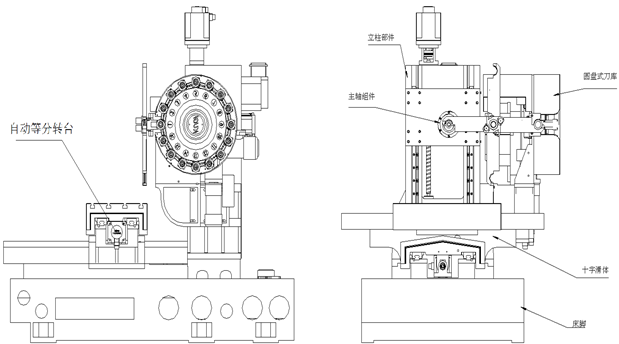
圖2機床布局圖
三、卧式數(shù)控銑床的傳動系統介紹:
1、機床主傳動系統
機床主傳動由主軸電(diàn)機通(tōng)過同步帶輪同步帶與主軸同步帶輪直接相連來(lái)實現。主軸電(diàn)機采用交流主軸電(diàn)機。機床主傳動系統結構圖如圖3所示。
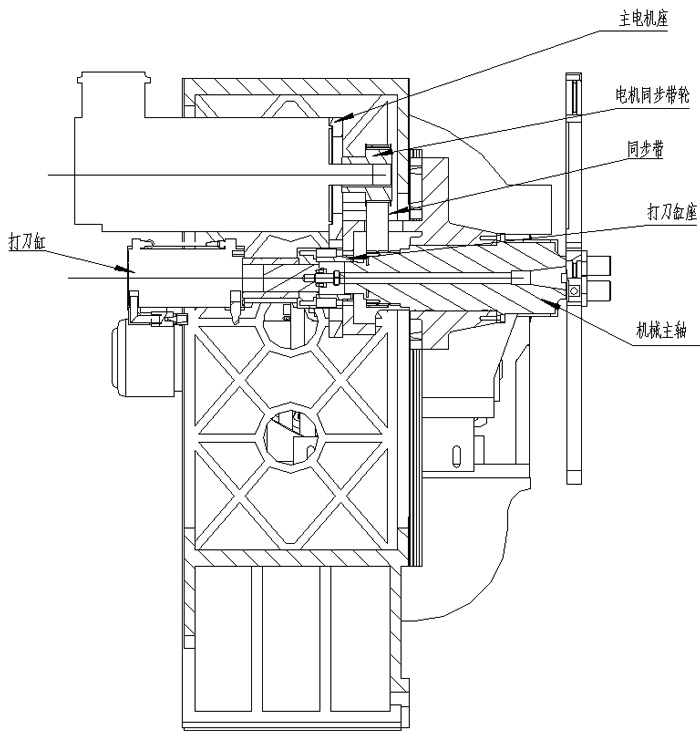
圖3 主傳動結構圖
2、進給傳動系統
X、Y、Z三個(gè)坐(zuò)标的進給運動由伺服電(diàn)機驅動,通(tōng)過彈性聯軸器(qì)直接将運動傳遞到絲杠,再由滾珠絲杠副将旋轉運動轉化為(wèi)直線運動。各軸進給傳動結構圖及軸承分節如圖4所示。
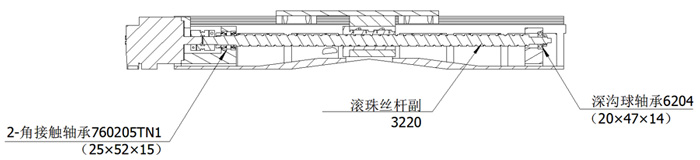
圖4X、Y軸軸承分布結構圖
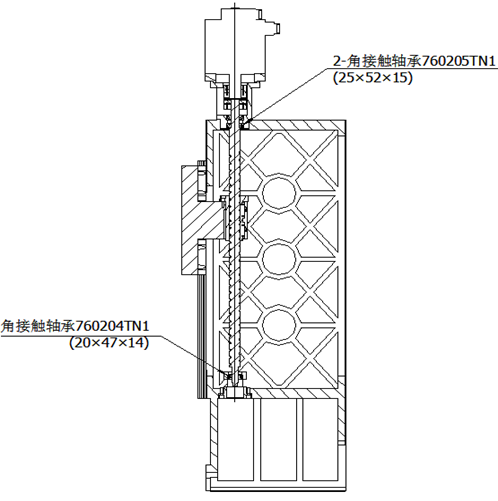
圖5 Z軸軸承分布結構
四、卧式數(shù)控銑床的安裝:
機床的安裝位置應避開(kāi)太陽直射、靠近熱源和(hé)粉塵濃度大(dà)的地方,同時(shí)必須有(yǒu)一個(gè)堅固牢靠的基礎。如果安裝位置附近有(yǒu)較大(dà)的振源,應對基礎采取适當的隔振措施。本機床安裝時(shí)可(kě)直接安放在基礎或混凝土地面上(shàng),也可(kě)用地腳螺栓把底座緊固在基礎或混凝土地面上(shàng)。如果用地腳螺栓固定機床,安裝地腳螺栓請(qǐng)參照下圖所示(圖6)。機床安裝完畢後,用汽油或幹淨煤油浸濕的棉紗,仔細擦去防鏽油脂,然後再塗上(shàng)一層機油。
五、卧式數(shù)控銑床的保養:
1、每日保養事項
(1)檢查潤滑油箱油位并及時(shí)補充。
(2)檢查氣動系統壓力表并确保壓力達到0.3Mpa。
(3)檢查氣源三聯件的潤滑油杯量及水(shuǐ)杯水(shuǐ)量并及時(shí)添加潤滑油及放水(shuǐ)。
(4)每日開(kāi)機接通(tōng)電(diàn)源後,要首先充分潤滑導軌、同時(shí)以大(dà)量形程手動低(dī)速運行(xíng)三個(gè)坐(zuò)标各二次以上(shàng)然後再進行(xíng)參考點等其他操作(zuò)。
(5)機床運行(xíng)過程中,每隔一小(xiǎo)時(shí)自動潤滑導軌一次。
(6)每日完工關機時(shí),要按順序先關閉NC電(diàn)源,再關閉機床總電(diàn)源開(kāi)關。關機後要及時(shí)清理(lǐ)切屑及飛濺到各處的切削液,尤其外露的導軌面、工作(zuò)台面及相對滑動運動的表面易被飛濺的水(shuǐ)溶性切削液鏽蝕,更應仔細清理(lǐ),必要時(shí)還(hái)應塗上(shàng)防鏽油。對于主軸錐孔更應仔細清理(lǐ)。
(7)為(wèi)保證控制(zhì)系統裝置清潔,機床在使用過程中必須關好所有(yǒu)電(diàn)櫃的門(mén)或蓋闆。盡量不要用空(kōng)氣壓縮清理(lǐ)機床上(shàng)的切屑或塵埃;更應禁用壓縮空(kōng)氣清理(lǐ)電(diàn)櫃內(nèi)部。
(8)維護刀庫應每星期在刀的結合處加潤滑脂,并定期檢查機械手臂箱體(tǐ)中的油位,請(qǐng)及時(shí)加滿,對于旋轉工作(zuò)台要保證潤滑油箱有(yǒu)油、清潔,首次使用60天後換一次油,連續使用每3個(gè)月換一次 ,正常哪個(gè)使用每6個(gè)月換一次油。
2、每月保養事項
(1)檢查電(diàn)氣櫃內(nèi)部确保無灰塵及漏水(shuǐ)情況,必要時(shí)進行(xíng)清理(lǐ)。
(2)清洗氣源三聯件的過濾網(用無機清洗劑泡水(shuǐ)清洗)以保證工作(zuò)氣體(tǐ)清潔。
(3)對主軸旋轉精度進行(xíng)檢查必要時(shí)調整主軸螺母。
(4)對機床水(shuǐ)平進行(xíng)檢查必要時(shí)調整地腳螺釘。
(5)檢查各坐(zuò)标方向的回零撞塊(包括組合行(xíng)程開(kāi)關)是否正常。
(6)給配重鏈輪及支承輪加潤滑油和(hé)潤滑脂。
3、每半年保養事項
(1)全面清掃機床包括電(diàn)氣箱內(nèi)部。
(2)檢查各伺服電(diàn)機與滾珠絲杠的聯結是否正常,并對反向間(jiān)隙進行(xíng)檢查,必要時(shí)進行(xíng)補充。
(3)清理(lǐ)潤滑管路中的污物以保證油暢通(tōng)。
(4)檢查電(diàn)箱外部所有(yǒu)電(diàn)纜外表及連接處是否完好,并清理(lǐ)積塵。
型号 (TK 600B) | 規格 |
工作(zuò)台規格 | 工作(zuò)台面積 630 mm x 630mm 工作(zuò)台數(shù)量 1個(gè) |
X 坐(zuò)标行(xíng)程 | 900mm |
Y 坐(zuò)标行(xíng)程 | 650mm |
Z 坐(zuò)标行(xíng)程 | 700mm |
主軸中心線到工作(zuò)台面距離 | 0~800 mm |
主軸鼻端至工作(zuò)台中心距離 | 200~950 mm |
X、Y、Z軸滾柱絲杆 | φ50mm |
X、Y、Z 切削進給量 | 1~4000 mm/min |
X、Y 快速進給速度 | 24m/min |
Z 快速進給速度 | 22m/min |
主軸轉速範圍 | 50~6000 r/min |
主軸規格 | BT50 |
數(shù)控系統 | 台灣新代21MA |
主軸電(diàn)機 | 11/15KW |
X、Y 伺服電(diàn)機 | 18N.m 2.9KW |
Z 伺服電(diàn)機 | 18N.m 2.9KW |
圓盤刀庫 | 24T |
定位精度(JIS 标準) | ±0.01mm |
重複定位精度(JIS 标準) | ±0.006mm |
使用源氣壓力 | 0.6-0.8 MPa |
機床輪廓尺寸(L×W×H) | 3200x3200x3100mm |
機床重量 | 10200kg |
主要結構:
該機床為(wèi)單立柱固定,工作(zuò)台移動結構。主要由床身、立柱、橫梁、橫向滑台、工作(zuò)台、主軸、絲杆、潤滑系統、冷卻系統、數(shù)控操作(zuò)面闆以及電(diàn)控系統等部件組成。
1.主要部件采用有(yǒu)限元分析進行(xíng)優化,主要鑄鐵(tiě)采用高(gāo)強度鑄鐵(tiě)金相組織穩定,經過時(shí)效、噴砂、回火(huǒ)等工藝确保機床長期使用精度的穩定性。
2.龍門(mén)式跨式結構,結構為(wèi)三維變徑優化處理(lǐ),減輕了機床強力切削時(shí)的震動、使機床剛性更好。
橫梁采用梯形式設計(jì),剛性強結構好适合強力切削 。
3.高(gāo)速高(gāo)剛性主軸單元結合伺服主軸電(diàn)機;X/Y/Z采用大(dà)扭矩伺服電(diàn)機。
4.X/Y/Z采用台灣高(gāo)精度高(gāo)強度滾珠絲杠配合日本NSK滾珠絲杠專用對子軸承與高(gāo)精密進口鎖緊。
5.X/Y導軌采用線軌道(dào)設計(jì)采用台灣上(shàng)銀滾柱線軌(X軸4線軌),Z軸為(wèi)硬軌,固定面采用超高(gāo)頻淬火(huǒ)工藝處理(lǐ)經過精密磨削;滑動面采用高(gāo)強度耐磨材塑帶鑲貼處理(lǐ)。
此型号為(wèi)定柱式卧式數(shù)控銑床(經濟型) 24T圓盤刀庫。
标準配置:
台灣新代系統 台灣圓盤刀庫 台灣絲杠 國産卧式液壓等分回傳工作(zuò)台
日本NSK軸承 台灣增壓缸 台灣鎖緊螺母等台灣直線導軌 氮氣平衡系統
此型号為(wèi)定柱式卧式數(shù)控銑床 24T圓盤刀庫
















